Ang mga modernong bagong sasakyan ng enerhiya ay unti -unting nagsusumikap sa proseso ng disenyo, kung saan ang net ng sungay ng kotse ay isa sa mga ito, ang tradisyunal na metal na sungay ng metal ay may magaspang na mga kinakailangan sa hitsura, at ang mga kinakailangan sa mesh ay hindi masyadong mahigpit, kaya ang naproseso na mesh ay medyo malaki, ang spacing ay malawak, ang prosesong ito ay may mababang gastos sa pagproseso, mabilis na bilis, simpleng pag -aayos ng mga tauhan, ang kawalan ay ang mesh ay mas maraming burr, hindi madaling mabigyan ng depensa. Ang mataas na gastos sa amag ay gumagawa ng maraming mga tagagawa ng pagproseso na naghihintay para sa plum na pawiin ang kanilang uhaw.
Angproseso ng etchingPinagtibay ang pamamaraan ng pagproseso ng kemikal na etching fluid, na maaaring pagsamahin ang mga pakinabang ng stamping at laser, at iproseso ang ultra-manipis na materyal na may pantay na mesh, walang mga burrs, walang curling at vertical hole wall. Ang kumplikadong hugis ng mga produktong net net ng kotse ay maaari ring mai -etched nang walang karagdagang mga gastos, makinis at uniporme nang walang mga burrs, at ang flatness ay pinananatili sa ibaba ng 0.02.
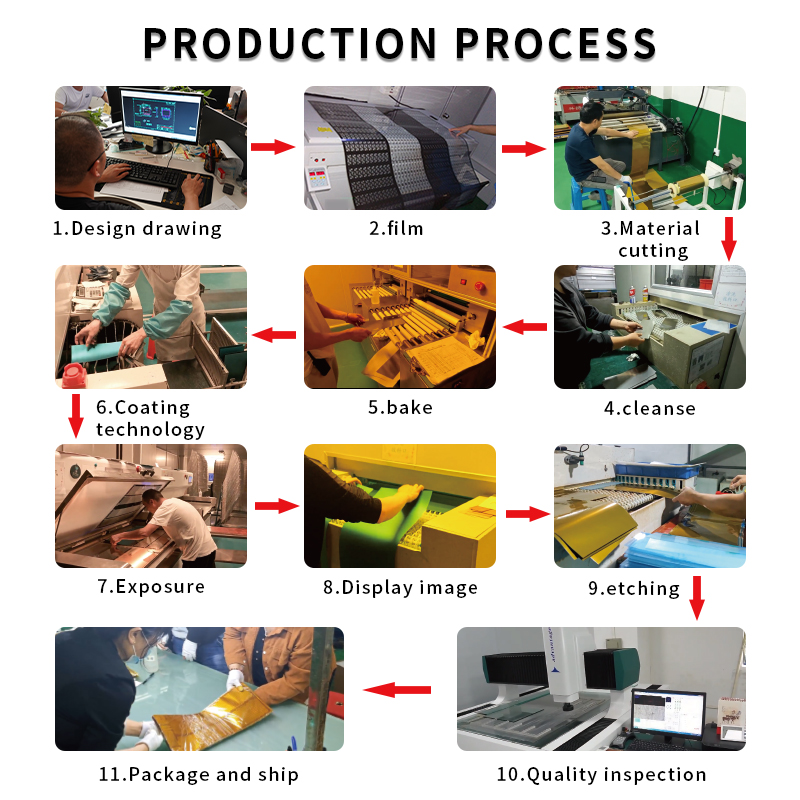
Ang unang hakbang upang matukoy ang materyal, hindi kinakalawang na asero ay isa sa mga karaniwang ginagamit na materyales, dahil sa mabuting pagtutol at lakas ng kaagnasan, na angkop para sa paggawa ng takip ng mesh sungay. Kapag gumagawa ng takip ng sungay ng kotse, ang metal substrate ay kailangang lubusang malinis upang alisin ang langis at mga impurities sa ibabaw at matiyak ang kalidad ng kasunod na proseso. Ang susunod na hakbang ay upang ilapat ang tinta ng photosensitive, pagkatapos malinis ang substrate, ang isang layer ng photosensitive tinta ay kailangang pantay na mailalapat sa metal na ibabaw, na magpapatigas sa panahon ng proseso ng pagkakalantad upang makabuo ng isang proteksiyon na layer. Ang susunod na hakbang ay ang pagkakalantad, kung saan ang dinisenyo na pelikula ay inilalagay sa magkabilang panig ng metal na pinahiran ng photosensitive tinta, at nakalantad ng ultraviolet light, upang ang pattern sa pelikula ay inilipat sa metal na ibabaw. Matapos ang pagkakalantad, ang metal plate ay binuo at ang hindi nasusugatan na photosensitive tinta ay tinanggal, na inilalantad ang pinagbabatayan na bahagi ng metal at inihahanda ito para sa pag -etching.
Susunod na darating ang kaagnasan ng kemikal, na gumagamit ng isang tiyak na solusyon sa etching ng kemikal upang ma -etch ang nakalantad na bahagi ng metal upang mabuo ang nais na pattern ng mesh. Ang prosesong ito ay nakakamit ng mataas na katumpakan at maiiwasan ang mga kawalan ng laser o panlililak. Karaniwan itong nakumpleto sa mga propesyonal na kagamitan sa etching, at ang buong siklo ng proseso ng pagpapatunay ay halos 5 hanggang 7 araw. Ang pangwakas na proseso ng paggiling at pag -spray: pagkatapos ng pagkumpleto ngetching, kinakailangan upang polish ang takip ng mesh upang alisin ang mga burr at pagbutihin ang kalidad ng hitsura; Pagkatapos ay na -spray ito upang mapahusay ang paglaban ng kaagnasan at aesthetics.
Sa pag -unlad ng agham at teknolohiya, ang proseso ng paggawa ng takip ng loudspeaker mesh ay bumubuo sa direksyon ng mas mataas na katumpakan, mas magaan na timbang at mas mahusay na hitsura.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик